Методы и средства построения принципиальной схемы технологического процесса изготовления РЭС
9.3. Итерационный алгоритм процесса проектирования
Процесс проектирования начинается с операции поиска изделий и ТП-аналогов в массиве технологического банка данных. Если такие процессы найдены, то логическим блоком  управление передается операции преобразования процесса-аналога
управление передается операции преобразования процесса-аналога  , если же не найдены — операции синтеза
, если же не найдены — операции синтеза  . В этом блоке централизованным способом синтезируется некоторое количество вариантов ТП, удовлетворяющих заданным техническим требованиям и ограничениям. Операция имитационного моделирования позволяет, например, прогнозировать характер обработки поверхности, возникающие при этом погрешности и значения технико-экономических параметров. С помощью операции "анализ" устанавливаются причины возникновения тех или иных отклонений и заниженных значений отдельных локальных критериев. Анализ проводится по всем технико-экономическим показателям.
. В этом блоке централизованным способом синтезируется некоторое количество вариантов ТП, удовлетворяющих заданным техническим требованиям и ограничениям. Операция имитационного моделирования позволяет, например, прогнозировать характер обработки поверхности, возникающие при этом погрешности и значения технико-экономических параметров. С помощью операции "анализ" устанавливаются причины возникновения тех или иных отклонений и заниженных значений отдельных локальных критериев. Анализ проводится по всем технико-экономическим показателям.
Операцией "оценка" проверяется степень выполнения заданных технических требований. На основе выявленных локальных критериев определяется интегральный критерий качества того или иного варианта, устанавливается необходимость получения тех или иных его показателей. Операцией "оптимизация" производится выбор направления улучшения проектного варианта в соответствии с моделью, характеризующей взаимосвязь локальных критериев. В результате проведенных преобразований исходного варианта возникает новый улучшенный вариант. Сведения о нем вновь поступают в блоки моделирования, анализа, оценки и оптимизации. Совокупность указанных операций образует итерационный цикл процесса проектирования.
За несколько итераций качество исходного варианта улучшается. Процесс заканчивается, когда вариант по всем основным показателям удовлетворяет заданным требованиям и дальнейшее его совершенствование не приводит к существенному улучшению интегрального критерия. С помощью блока Р8 осуществляется циклическое повторение операций моделирования, оценки, анализа и оптимизации для всех вариантов, полученных в операциях поиска и синтеза. В результате для операции "выбор" подготавливается множество целесообразных вариантов, из которых затем отбираются наиболее рациональные.
В приведенной модели совокупность проектных операций и управляющих блоков определяет два метода проектирования: преобразование объектов аналога (блоки 1, 2, 3, 5... 10) и синтеза (блоки 4. ..10).
Различаются методы операциями генерирования проектных вариантов. В первом методе это поиск объектов-аналогов и их преобразование, а во втором — целенаправленный синтез проектных решений. Остальные операции итерационного цикла и выбора вариантов являются общими для обоих методов проектирования. На рис. 9.3 приведена блок-схема изложенного алгоритма.
Как показывает опыт разработки и внедрения, указанные методы широко применяются в САПР TП. По своим возможностям они не противоречат, а дополняют друг друга. Программы, построенные на основе методов типизации, характеризуются меньшими (на 30-40%) объемом и затратами машинного времени по сравнению с многоуровневым итерационным методом [105]. В связи с этим автоматизацию проектирования ТП на типовых изделиях целесообразно осуществлять на основе методов типизации, а на остальные изделия — преобразованием процессов-аналогов и многоуровневым итерационным методом.
Итак, весь ТП изготовления прибора рассматривается как последовательность взаимосвязанных технологических операций. Например,

при изготовлении  транзистора с эпитаксиальной базой основными операциями являются такие как диффузия и окисление, формирование базы и эмиттера. Каждая операция характеризуется совокупностью входных и выходных параметров, которые, в свою очередь, являются исходными данными для расчетов на ЭВМ по выбранным математическим моделям. Так, в блоке диффузии и окисления имеется пульт управления процессом диффузии, с помощью которого устанавливают параметры процесса обработки пластин, выбирают режим печи, длительность технологического цикла, а также корректируют характеристики процесса в случае их отклонения от заданных величин [13]. На выходе из печи специальный прибор измеряет параметры пластин, данные передаются на пульт управления, который сравнивает измеренные параметры с заданными и регулирует соответствующим образом параметры процесса диффузии, основным из которых является, например, толщина окисла
транзистора с эпитаксиальной базой основными операциями являются такие как диффузия и окисление, формирование базы и эмиттера. Каждая операция характеризуется совокупностью входных и выходных параметров, которые, в свою очередь, являются исходными данными для расчетов на ЭВМ по выбранным математическим моделям. Так, в блоке диффузии и окисления имеется пульт управления процессом диффузии, с помощью которого устанавливают параметры процесса обработки пластин, выбирают режим печи, длительность технологического цикла, а также корректируют характеристики процесса в случае их отклонения от заданных величин [13]. На выходе из печи специальный прибор измеряет параметры пластин, данные передаются на пульт управления, который сравнивает измеренные параметры с заданными и регулирует соответствующим образом параметры процесса диффузии, основным из которых является, например, толщина окисла  .
.
9.4. Укрупненная схема технологического процесса
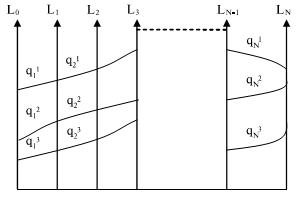
Назовем пространства, образованные измеряемыми на каждой контрольной операции параметрами, пространствами состояний  (рис. 9.4).
(рис. 9.4).
Значения конструктивных параметров готового прибора  , которые удовлетворяют требованиям, предъявляемым к проектируемому прибору, называют целевыми значениями; их координаты обозначим
, которые удовлетворяют требованиям, предъявляемым к проектируемому прибору, называют целевыми значениями; их координаты обозначим  . управления ТП
. управления ТП

Тогда задачу проектирования алгоритмов можно сформулировать как задачу траекторного управления некоторым объектом. Для исходных состояний  -ro объекта (партии, пластины), определяемых на контрольной операции K0, и состояний, измеряемых на промежуточном контроле, требуется подобрать управления
-ro объекта (партии, пластины), определяемых на контрольной операции K0, и состояний, измеряемых на промежуточном контроле, требуется подобрать управления  , т. е. режимы проведения ТП, так, чтобы выходные характеристики минимально отличались от целевых (рис. 9.5).
, т. е. режимы проведения ТП, так, чтобы выходные характеристики минимально отличались от целевых (рис. 9.5).
9.5. Структура принципиальной схемы
В целом функциональная структура принципиальной схемы процесса характеризуется последовательностью преобразований. При этом взятое на входе сырье из начального состояния в заготовительном этапе переводится в состояния  . на промежуточном и заключительном этапах.
. на промежуточном и заключительном этапах.
Результат проектирования ТП можно представить в виде графа  , где
, где  — множество вершин, соответствующих состояниям изготовляемого прибора;
— множество вершин, соответствующих состояниям изготовляемого прибора;  — множество ребер, отображающих операции и переходы в структурной форме (рис. 9.6 [15]).
— множество ребер, отображающих операции и переходы в структурной форме (рис. 9.6 [15]).
Эта запись означает, что над изделием (или заготовкой)  выполняется операция
выполняется операция  , переводящая его в состояние
, переводящая его в состояние  . Далее выполняются операции
. Далее выполняются операции  или
или  (порядок их не определен), которые переводят изделие в состояние
(порядок их не определен), которые переводят изделие в состояние  или
или  (соответственно). Проходя далее по графу, после операции
(соответственно). Проходя далее по графу, после операции  , получают готовое изделие
, получают готовое изделие  . Временная последовательность операций задается графом
. Временная последовательность операций задается графом

 , где
, где  — множество вершин-операций;
— множество вершин-операций;  — множество ребер, временных отношений.
— множество ребер, временных отношений.
Алгоритм формирования принципиальной схемы ТП представлен на рис. 9.7.
Оператор 1 формирует исходные данные, необходимые для функционирования алгоритма (при этом считается, что модели для расчета управляющих воздействий, обеспечивающих требуемые выходные параметры на каждой технологической операции, заложены в памяти ЭВМ в виде соответствующих программных модулей). Вначале — это параметры исходного сырья и условия по ТЗ, которым должно удовлетворять готовое изделие.
Оператор 2 посылает эти исходные данные в рабочий массив М, где будут храниться параметры как конечного, так и промежуточных состояний проектируемого (или изготовляемого) прибора.
Оператор 3 выделяет очередное состояние  прибора (фиксируется очередное значение счетчика).
прибора (фиксируется очередное значение счетчика).
Оператор 4 включает в себя проведение основных расчетов по выбранной модели для той или иной операции. В результате этих расчетов выбираются управляющие воздействия, обеспечивающие необходимые выходные параметра. Кроме того, в этом операторе определяется номер этапа, в котором получены результаты.
Оператор 5 содержит, как правило, оценку погрешностей полученных результатов. Она может составляться из погрешности используемых моделей и ошибок из-за неучтенных различных неконтролируемых возмущений.
Логический оператор 6 проверяет условие окончания процесса построения графа . Если номер этапа соответствующего ТП меньше или равен максимально заданному номеру, то дальнейшая работа алгоритма заканчивается. Следовательно, при выполнении оператора 6 управление передается выходному оператору 8. В противном случае посредством оператора 7 в конец рабочего массива И засылаются параметры  промежуточного состояния для продолжения работы алгоритма на основе новых исходных данных. Управление от блока 7 передается оператору 3. В результате на выходе алгоритма будет сформирован граф допустимых вариантов ТП.
промежуточного состояния для продолжения работы алгоритма на основе новых исходных данных. Управление от блока 7 передается оператору 3. В результате на выходе алгоритма будет сформирован граф допустимых вариантов ТП.
Количество вариантов можно резко сократить, проводя предварительный технико-экономический анализ методов исследования и математических моделей, используемых в процессе проектирования ТП. Это даст возможность значительно упростить алгоритмы формирования маршрута ТП в целом, так как отпадает необходимость в анализе большого числа вариантов ТП, основанных на малоэффективных маршрутах изготовления приборов [42].
Итак, мы рассмотрели первый уровень многоуровневого метода автоматизированного проектирования. На этом уровне генерируется множество вариантов. Из них по критерию эффективности выбирается один или несколько для детализации и оценки на следующем уровне — уровне проектирования технологических маршрутов.

Контрольные вопросы и упражнения
- Что включается в техническое задание?
- Что входит в синтез структуры по ТЗ?
- Что включает анализ технического задания (ТЗ) на проектирование?
- Как происходит анализ модели?
- Как производится параметрическая оптимизация?
- Дайте характеристику функциональной структуры принципиальной схемы процесса.
- Как осуществляется преобразование состояний по уровням?
- Приведите классификацию методов автоматизированного проектирования технологических процессов.
- На чем основан метод исключения структурных элементов?
- В чем заключается преобразование процесса-аналога методом дополнения структурных элементов (операций, переходов)?
- Опишите итерационный алгоритм схемы взаимодействия проектных операций.
- Как выполняется операция "анализ"?
- Как производится операция "оценка"?
- К каким результатам приводит операция "оптимизация"?
- Как осуществляется операция "выбор"?
- Поясните работу итерационного алгоритма процесса проектирования на каждом уровне.
- Поясните укрупненную блок-схему технологического процесса.
- Поясните работу алгоритма формирования принципиальной схемы ТП.