Автоматизированное проектирование технологических маршрутов (окончание)
11.1. Автоматизированное проектирование технологических маршрутов изготовления РЭС на основе методов типизации
На проектные решения в технологическом проектировании оказывает влияние ряд факторов. В зависимости от них для конкретного изделия разрабатывается один из трех типов технологического процесса: индивидуальный, типовой или групповой. Например, в мелкосерийном и серийном производствах наиболее прогрессивным является метод групповых процессов [41]. При этом методе проектируется один ТП для группы изделий, объединенных по конструктивно-технологическим признакам и обрабатываемых на одном оборудовании с помощью общей оснастки и инструмента. Поэтому внедрению САПР ТП должна предшествовать работа на предприятии по унификации технологических решений, классификации изделий (приборов, оборудования и оснастки). Эта работа проводится по результатам предпроектных обследований.
Уровень типизации технологических процессов с унификацией конструкций приборов во многом определяет трудоемкость технологической подготовки производства на предприятии. Типовые процессы разрабатывают на основе анализа, систематизации и обобщения технологических решений, учитывают научные достижения технологии изготовления РЭА и передовой производственный опыт, предусматривают применение высокопроизводительного оборудования, средств автоматизации и механизации методов технологии [69, 10].
Типовой процесс должен быть рациональным в конкретных производственных условиях, должен характеризоваться единством содержания и последовательности большинства технологических операций для группы изделий, обладающих общими конструктивными признаками. Использование типового ТП в качестве рабочего процесса оправдывается при его детализации и наличии в нем всей необходимой информации. Однако эта задача без ЭВМ решается с трудом [63].
При разработке технологического маршрута должны быть определены последовательность и содержание операций. синтезирующая передовой опыт завода, отрасли и научные достижения, позволяет перейти к формализованному представлению маршрута, разработке алгоритма и программ для ЭВМ. Типизация технологии , Работа по типизации технологических процессов является базой для построения алгоритмов.
В условиях предприятий с мелко- и среднесерийным характером производства, когда имеют место специфические изделия, разработку маршрута ведут более сложным методом — моделированием процесса проектирования технологии путем поиска закономерностей при построении операций. Однако и здесь по мере накопления опыта проектирования можно использовать идеи типизации. Поэтому нужен такой метод, который бы легко адаптировал алгоритмы к изменяющимся производственным условиям. Следовательно, здесь в качестве основы нужны не типовые ТП, а типовые решения в сочетании с индивидуальными. Такое сочетание позволяет учесть особенности предприятий и отрасли, перспективу дальнейшего развития технологии, т. е. предусмотреть разработку не только рабочих, но и перспективных ТП.
11.2. Обобщенный маршрут обработки
Для определенного класса (групп, подгрупп или вида) изделий устанавливается так называемый обобщенный маршрут обработки. Он включает перечень операций обработки, характерный для этого класса, подкласса или группы изделий. Этот перечень является упорядоченным и представляет собой множество операций существующих индивидуальных маршрутов [63]. Эти маршруты имеют типовую последовательность и содержание.
Пусть имеется множество индивидуальных маршрутов  (где
(где  — номера индивидуальных маршрутов) для какого-либо класса или группы изделий.
— номера индивидуальных маршрутов) для какого-либо класса или группы изделий.
При объединении этих маршрутов (рис. 11.1) в обобщенный  . , т. е. обобщенный маршрут
. , т. е. обобщенный маршрут  включает в себя индивидуальные
включает в себя индивидуальные  . При этом число объединенных маршрутов должно стремиться к максимальному, т. е. обобщенный маршрут
. При этом число объединенных маршрутов должно стремиться к максимальному, т. е. обобщенный маршрут
 .
. характеризует область пересечения множеств при вхождении в обобщенный маршрут.
Необходимым условием включения индивидуального маршрута в обобщенный является наличие области пересечения операций, например и  , как не пустого множества
, как не пустого множества  (рис. 11.1). Важной характеристикой (критерием эффективности) формирования обобщенного маршрута является мощность пересечения множеств операций индивидуальных маршрутов
(рис. 11.1). Важной характеристикой (критерием эффективности) формирования обобщенного маршрута является мощность пересечения множеств операций индивидуальных маршрутов  , т. е. количество одинаковых операций, входящих в это пересечение, без учета отношения порядка элементов (операций) множества
, т. е. количество одинаковых операций, входящих в это пересечение, без учета отношения порядка элементов (операций) множества
 |
( 11.1) |
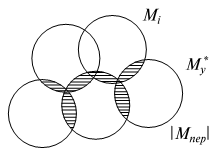
Рис. 11.1. Схема объединения технологических маршрутов М подкласса (группы) изделий в обобщенный маршрут M*y
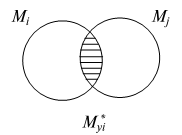
Рис. 11.2. Схема пересечения технологических маршрутов Mi и Мj с образованием области пересечения операций с мощностью (Мперi)
Мощность пересечения в обобщенном маршруте должна стремиться к  (рис. 11.2). Это будет основным условием объединения нескольких индивидуальных маршрутов в обобщенный. Тогда мощность обобщенного маршрута
(рис. 11.2). Это будет основным условием объединения нескольких индивидуальных маршрутов в обобщенный. Тогда мощность обобщенного маршрута
 |
( 11.2) |
должна стремиться к  (рис. 11.2). Следовательно, обобщенный маршрут представляет множество пересекающихся индивидуальных маршрутов. В пересечение при объединении двух или нескольких маршрутов входят эквивалентные (одинаковые) операции, которые должны иметь один и тот же код и одинаковые условия назначения.
(рис. 11.2). Следовательно, обобщенный маршрут представляет множество пересекающихся индивидуальных маршрутов. В пересечение при объединении двух или нескольких маршрутов входят эквивалентные (одинаковые) операции, которые должны иметь один и тот же код и одинаковые условия назначения.  и
и  могут служить критериями для анализа и совершенствования работ по типизации ТП, т. е. количество эквивалентных операций для различных изделий одной группы (подкласса) позволяет оценить возможность объединения изделий в группу, а также уровень проведенных работ по типизации на предприятии.
могут служить критериями для анализа и совершенствования работ по типизации ТП, т. е. количество эквивалентных операций для различных изделий одной группы (подкласса) позволяет оценить возможность объединения изделий в группу, а также уровень проведенных работ по типизации на предприятии.
При построении технологического маршрута изготовления прибора необходимо выбрать из составленных справочников типовых формулировок операций нужные операции для обеспечения требований качества изделия, а затем определить их место в технологическом маршруте. Для каждой операции выявляются условия, которые будут определяющими при ее включении в технологический маршрут.
В условиях практического использования автоматизированного проектирования технологических маршрутов необходимо выявить применяемость сочетаний конструктивно-технологических условий для определенного класса (группы) изделий. С повышением уровня типизации ТП и унификации изделий количество сочетаний будет уменьшаться, а это, в свою очередь, будет упрощать проектирование с помощью ЭВМ.
В результате выявления условия назначения операции решается задача о включении ее в технологический маршрут; при этом необходимо определить очередность следования операций. Разработки в области автоматизации проектирования решают эту задачу путем формирования индивидуальных маршрутов с фиксированным порядком следования операций.
Производственная деятельность накладывает дополнительные ограничения на процесс проектирования, например такие, как отсутствие или большая загрузка некоторых видов оборудования, недостаток отдельных инструментов и приспособлений. Если эти ограничения постоянны, то учитывающая их технология характерна для условий предприятия. Такой ТП в конкретных заводских условиях реален и оптимален, т. е. существует условный экстремум при достижении той или иной цели, получаемый за счет действия ограничений.
Поэтому задачу автоматизированного проектирования маршрутов необходимо решать на основе, учитывающей возможность адаптации алгоритмов к конкретным условиям.
В [43] сформулировано определение обобщенного маршрута. Такой маршрут представляет собой пересекающееся множество индивидуальных маршрутов. Это множество должно быть упорядоченным. Обобщенный маршрут включает все операции обработки, характерные для каждого класса (подкласса) изделий, располагает операции в определенном порядке и дает возможность строить для них индивидуальные технологические маршруты в зависимости от конструктивных и технологических признаков конкретных изделий.
Если под оператором понимать код операции, то математическую модель формирования обобщенного маршрута можно представить в формальном виде. Пусть существует конечное множество условий  , влияющих на выбор операции и характер построения маршрутов, например требования по точности взаимного расположения поверхностей, минимальная шероховатость поверхности и т. д., где
, влияющих на выбор операции и характер построения маршрутов, например требования по точности взаимного расположения поверхностей, минимальная шероховатость поверхности и т. д., где  — количество состояний каждого конкретного условия (например, различная шероховатость поверхности);
— количество состояний каждого конкретного условия (например, различная шероховатость поверхности);  — количество условий. Кроме того, имеется конечное множество операторов (кодов операций)
— количество условий. Кроме того, имеется конечное множество операторов (кодов операций)  . Эти условия, предварительно закодированные, могут сочетаться либо как
. Эти условия, предварительно закодированные, могут сочетаться либо как  (например, разную шероховатость поверхности можно получить при назначении одной и той же операции), либо как
(например, разную шероховатость поверхности можно получить при назначении одной и той же операции), либо как  (например, обязательное выполнение технических требований при осуществлении операции).
(например, обязательное выполнение технических требований при осуществлении операции).